
详细的过程可以参考右图: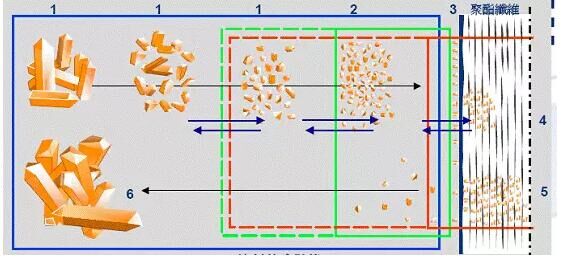
1.染料在染液中呈分散态;2.染料的单分子分散溶解态;3.染料吸附在纤维表面;4.染料分子的扩散进入纤维;5.染色的平衡态;6.染料的再结晶态。
从上述叙述中可以看出,其染色过程主要影响因素三个:涤纶、分散染料、染色设备。下面从这三个方面论述涤纶为什么选择分散染料在130℃染色。
各种合成纤维物理、化学性质各不相同,因此对染料的要求也不一样。一般地说,要求染料极性的强弱、分子结构大小、形态必须与纤维的极性、物理结构相适应。涤纶的基本组成物质是聚对苯二甲酸乙二醇酯,是线性较好的高分子聚合物,分子链上没有侧链和侧基,只有极性较小的酯基,除端基外,吸湿中心很少,所以吸湿性差。
涤纶属于热塑性纤维,其微观结构呈现无定形区和结晶区,其中无定型区占40%,无定形区的结构紧密,纤维分子间的微隙很小,而无定形区又是分散染料的主要氢键结合部位,所以常温或低温下分散染料扩散进入涤纶纤维的阻力很大,几乎不可能进入纤维内部。结晶又取向涤纶的Tg(玻璃态转变温度)随纤维结晶度的增加而提高,当涤纶加热至Tg以上时,无定形区内部分子链段发生运动,纤维分子间的微隙增多和增大,当达到一定温度时,因纤维分子链段运动而形成的瞬间空隙增大,染料分子才能进入纤维内部,上染速率和上染率才会显著提高。由于涤纶的结构紧密,Tg较高,故需要较高的温度下才能染色。
染色过程借助于分散剂在染液中呈分散状态进行上染的一类染料,故称之为分散染料。分散染料分子结构中不含水溶性基团,如磺酸基、羧酸基等,因而难溶于水,在水中难易电离,是非离子型染料;但分子中存在一些极性基团,如羟基、氨基、偶氮基等,由于这些的极性基团存在,在常温下染料能以微量的单分子状态溶解在水中,其溶解度相当于直接染料的0.01%,升高温度,一般溶解度也会增大。
如分散红19,结构式如下,常温下在水中的溶解度为0.4mg/L,80℃溶解度为18 mg/L。分散剂的加入在染料颗粒(一个或几个染料分子)表面形成双电层,起到稳定分散液的作用;当超过临界胶束浓度后,将使染料溶解在胶束中,起到增溶作用,一般随温度的升高,增溶作用增强,染料的溶解度增加;分散剂也起到稳定染料晶型的作用,主要是防止晶型的转换和晶型的增长,这两种情况都不利于染料溶解度的提高。但分散染料自身微量的溶解度、分散剂的增溶作用、温度的效应也不易于使分散染料的溶解度过大,否则不利于上染涤纶。
高温高压染色法的染色温度一般在130℃左右,此时分散染料的上染百分率较高,一般上染率90%以上,上染速率适宜,从染色质量和染色成本上来说是比较合适的。但染色温度太低或适当降低,染料上染率偏低,造成染料的浪费和废水处理成本的增加;而染色温度太高,染料的上染率也不再增加,能耗增加,此时对设备的耐压性要求提高,所以提高温度也是得不偿失的。
所以涤纶选择分散染料染色是由涤纶纤维物化性质和分散染料的特性所决定的,而选择130℃染色主要原因是有涤纶纤维的物化性质决定的,其次与分散染料的溶解度有关,而与染色设备关系不大。

1.本着“开放、协作、分享”的互联网精神,我们欢迎各方自媒体、传统媒体与机构,转载、引用染化在线的原创内容,但必须注明来源自染化在线网,否则我们将依法追究侵权责任。
2.原则上,我们同意在注明出处的前提下,各方使用染化在线的原创素材(图片、视频等)。
3.染化在线网尊重各方知识产权,保护原创作者的合法权益。如发现本站文章存在版权问题,请联系微信rhzxzjf,我们将及时核查、处理。


